
◐ Ausrüstungsstruktur an Aarbechtsprinzip
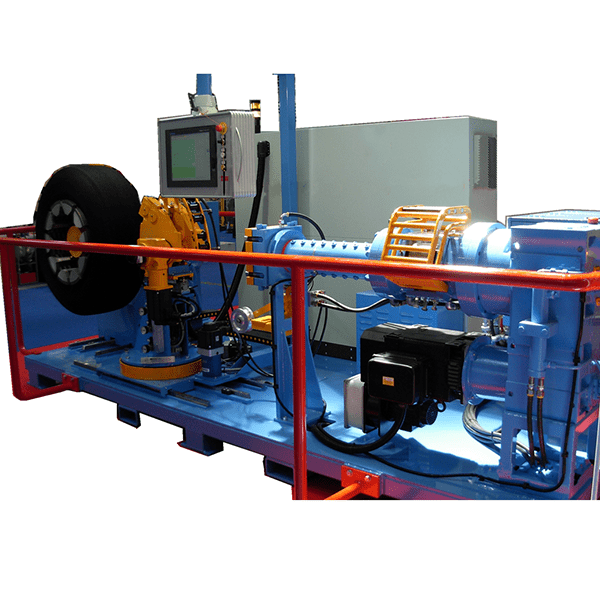
Ftc-1422 Camion Pneu Spullmaschinn besteet aus fënnef Deeler, wéi an der Figur gewisen
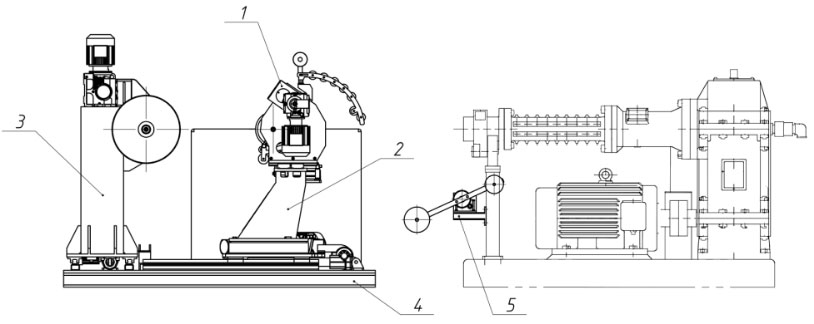
1 winding Kapp 2 WINDING Base 3 Haaptmotor 4 Basis 5 Material Späicherapparat
1.1 Spullkäpp
1) Funktioun: de Gummistrip extrudéiert vum Extruder gëtt an d'Form gerullt, déi vum Prozess erfuerderlech ass fir d'Konsequenz an d'Uniformitéit vun der Gummistripsform ze garantéieren. Zur selwechter Zäit gëtt de Kautschukstreifen, deen un der Reifenoberfläche befestegt ass, gedréckt fir seng fest Verbindung mam Pneuekierper ze garantéieren an d'Blasen um Gelenk ewechzehuelen, wat ganz wichteg fir d'Qualitéit vum Wécklung ass.
2) Struktur: Guideapparat, Walzapparat, Roller, Side Roller, Guidebunn, etc.
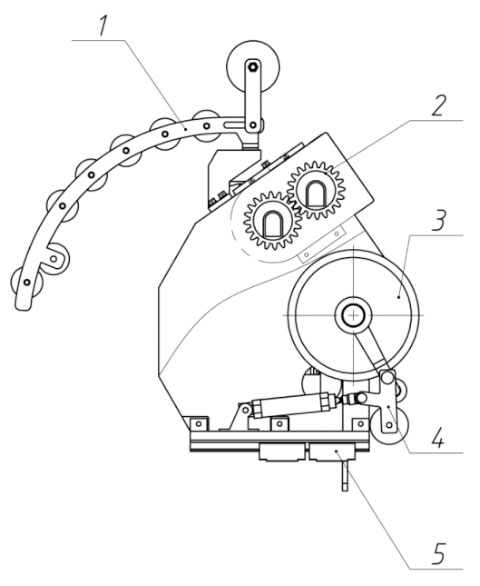
1 Guide Apparat 2 Kalenner Apparat 3 Roller 4 Säit Roller 5 Führerschinn
1.2 Spullbasis
1) Funktioun: de Spullkopf hin an hier bewegen, kooperéiere mat der Haaptmaschinn fir Kopfbewegung ze trëppelen a ka rotéieren fir de Spullkopf senkrecht zur Bindungsfläch ze maachen.
2) Mechanismus Zesummesetzung: Wicklungsbasis, rotéierend Apparat, Fudderapparat, asw
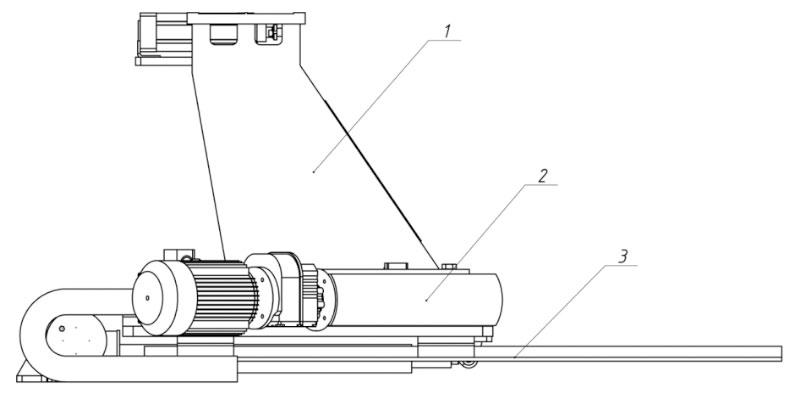
1 WINDING Base 2 rotéierend Apparat 3 fidderen Apparat
1.3 den Host
1) Funktioun: maacht d'Pneuen vu Säit zu Säit bewegen, kooperéiere mat der Wicklungsbasis fir d'Blockéierungskopie Bewegung ze maachen an d'Pneuen opblosen.
2) Mechanismus Zesummesetzung: dreiwend Gerät, Expansiounstrommel, Spalt, Iwwersetzungsapparat, asw
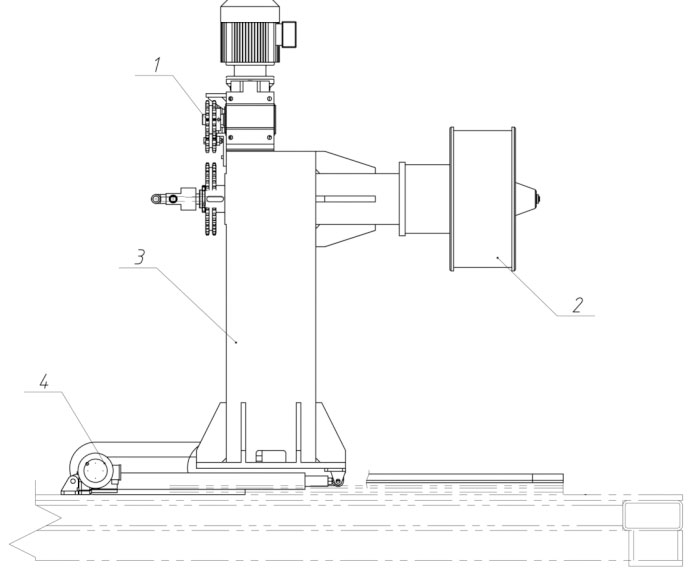
1 dreiwend Apparat 2 Erweiderung Trommel 3 Kolonn 4 Iwwersetzungsapparat
◐ Technesch Parameteren
2.1 Haaptleeschtung
· Zort Pneuen: Camionspneuen
· Applicabel Rimm: 16 "~ 24.5"
· Minimum Pneuen Duerchmiesser: 700 mm
· Maximum Reifenduerchmiesser: 1.400mm
· Minimum Pneuen Uewerfläch Breet: 150mm
· Maximal Reifenoberfläche Breet: 500mm
Produktiounskapazitéit: 90 mm Ø Extruder (ëm en 11.00 R20 Pneu gewéckelt ongeféier 4 Minutten, Qualitéitsbandmass Qualitéit 13 kg)
2.2 Haaptparameter
· Rad rotéierend Motor Kraaft: 1.5kw
· Xy mobil Motorkraaft: 0,55kw
· Rotéierend Motorkraaft: 1.5kw
· Rollmotor Kraaft: 1.1kw
· Raumtemperatur: 5 ~ 40 ℃
· Drockluft:
Loftqualitéit: trocken a propper
Loftdrock: ≥ 0.8mpag)
2.3 Gréisst a Gewiicht
Maschinn Buedemfläch: 6000 × 3000 mm
Haaptmotor Héicht: 2000 mm
Maschinn Gewiicht: 2000kg
◐ Tread winding Resultater weisen




◐ Ausrüstungskomponenten
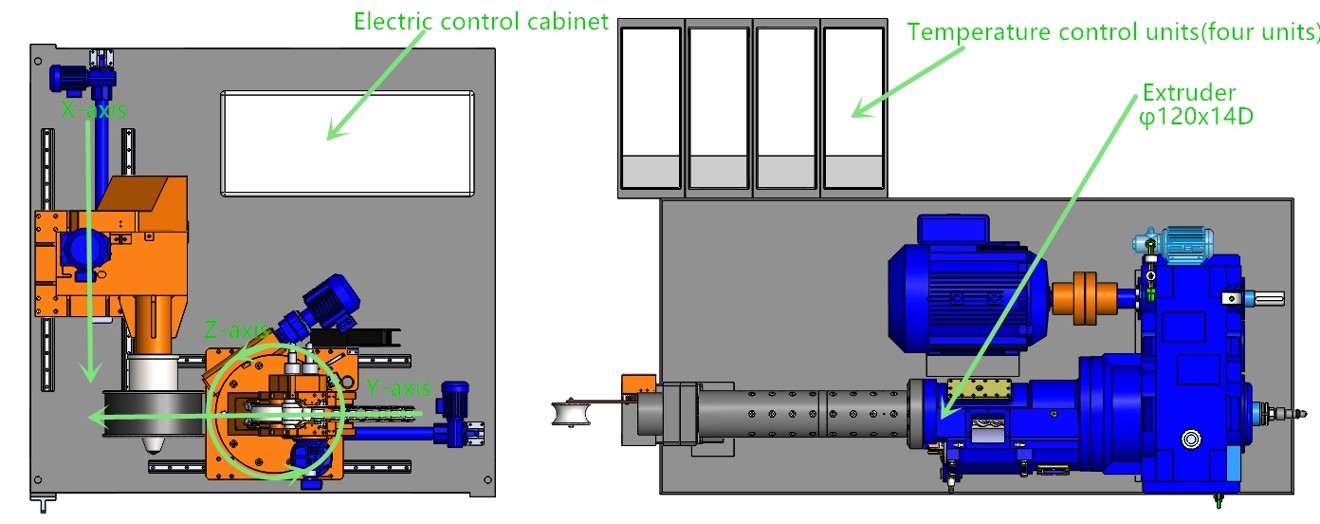
1.X / Y / Z Achs gëtt vum Servomotor ugedriwwen, no der festgelegter Curveform, Klebewicklung.
2. Extruder: Barrel a Screw sinn aus 38crMoALA gemaach, Uewerflächenbehandlung am Stickstoff. Hardness vun der Nitréierung op der banneschter Uewerfläch vum Barrel: HV950 ~ 1000, Tiefe: ≥ 0.5mm. 0.55mm. Den Zylinder bestëmmt d'Schweißstruktur, an de Killwaasser am Zylinder bestëmmt de Bohrzirkulatiounskanal fir den Hëtztaustausch tëscht dem Temperatursteuerungswaasser an dem Zylinder z'erméiglechen. Barrel kann 1Mpa, 1 Stonn hydraulescht Test, kee Leckage widderstoen. D'Schrauf an d'Haaptwelle vum Reduzéierer sinn duerch Spline verbonne ginn, an d'Schrauf ka vun der Front vum Extruder ofmontéiert ginn. Rotatiounsrichtung vu Schrauf: riets Rotatioun intern Schrauf kann 1MPa, 1 Stonn Hydraulik Test, kee Leckage widderstoen. Schrauf Aspekt Verhältnis: 14: 1.
3.Temperatur Kontroll Eenheeten: De Véierkanal Temperatur Kontrollsystem gëtt op enger Säit vum Extruder installéiert, mat geschlossene Circuit Zirkulatioun, Wärmetauschwaasserkühlung, elektresch Heizung, 4-Kanal, Temperaturbereich vu 45-100 ± 1 ℃.
◐ Technesch Parameter
| Rimm Gréisst | 16 "-24,5" |
| Pneuen Duerchmiesser | 900-1250mm |
| Pneuen Breet | ≤400mm |
| Schrauwen Typ | φ120x14D |
| Präzisioun vu Wécklungsdicke | ≤ ± 1mm |
| Präzisioun vu Spullbreet | ≤ ± 3mm |
| Präzisioun vu gewéckeltem Gewiicht | ≤ ± 1% |
| Déi maximal Schwéngungswénkel vum Wonnkopf | 150 ° |
| Symmetrie Punkt Déckt Ënnerscheed | ≤1mm |
| Symmetrie Punkt Gewiicht Ënnerscheed | ± 1% |
| Kraaft | 165Kw |
| Dimensiounen | 6000x2200x1850mm |
| Gewiicht | 8000kg |
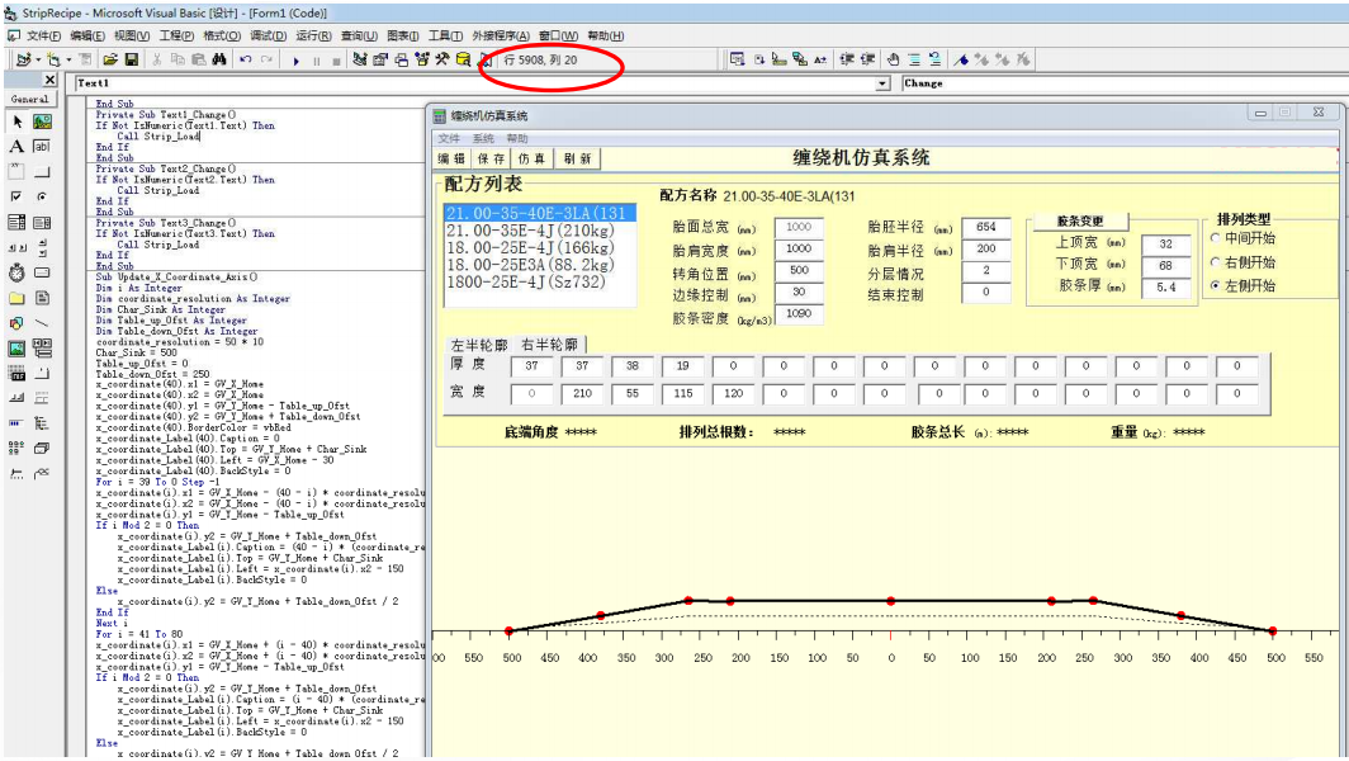
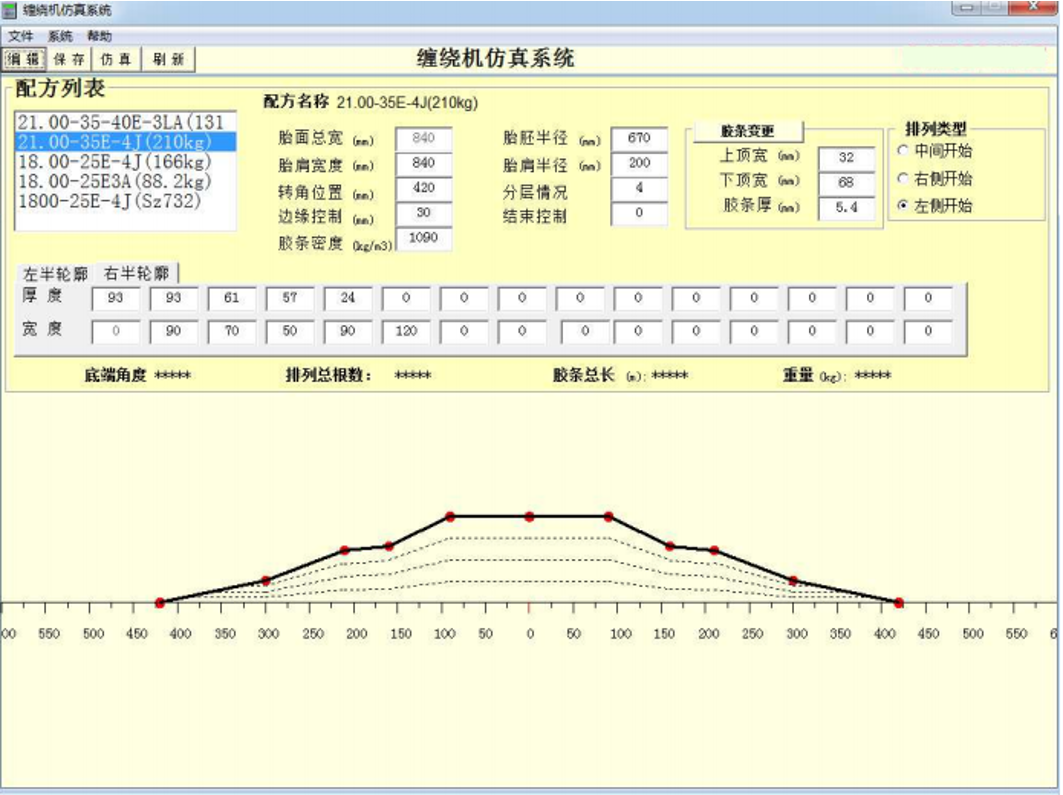
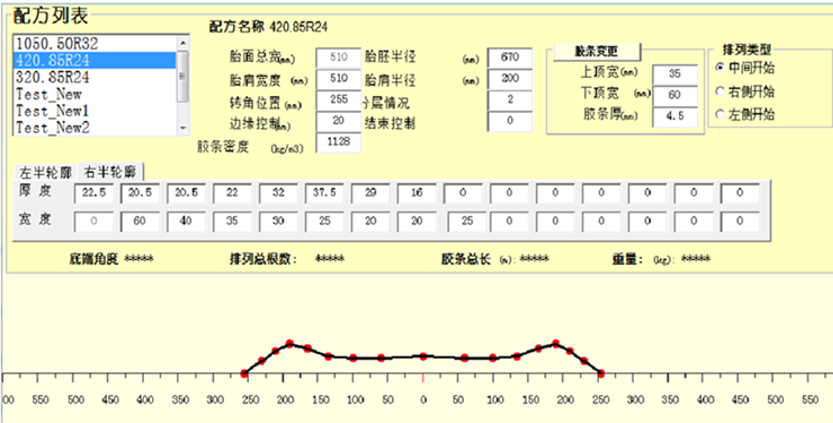
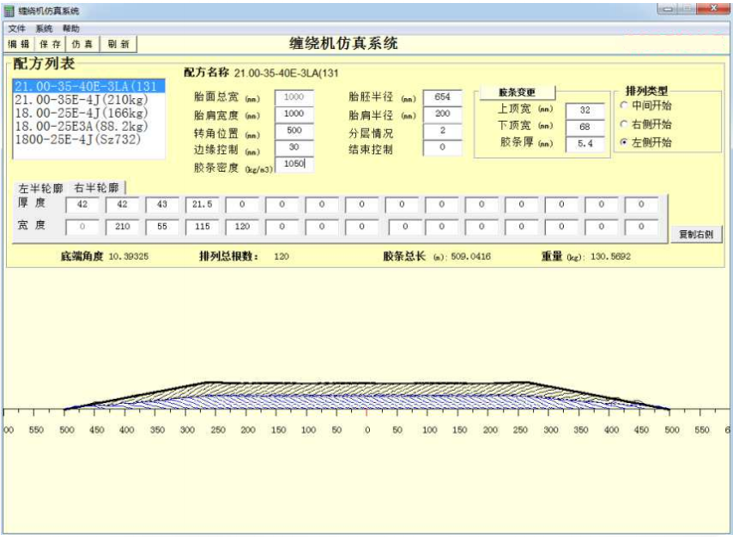
◐ Simulatiounssystem vu Spullmaschinn
| Rapid Zousaz vu Spezifikatiounen | Setzt séier Konturparameteren |
| Schnell Simulatiouns Berechnung vun der Loopbunn | |
| D'Wicklungsgewiicht gëtt duerch Simulatioun berechent, an d'Berechnungsgenauegkeet ass ± 1,5 kg | |
| Bind 2 Pneuen fir de Prozessbedéngungen gerecht ze ginn | |
| Automatesch optimiséieren derArrangement vu Gummisträifen | Automatesch d'Arrangement vum Kassett optimiséieren fir et méi fit an d'Lafbunnprofilkurve ze maachen |
| Füügt d'Funktioun derbäi fir d'Positioun vum Eck ze setzen, a maacht d'Bewegungskurve vun der Spullmaschinn der Uewerflächekurve vum Pneuekierper passt wann 3D Wicklung gemaach ass | |
| Layered Setting Funktioun | Flexibel Schichtung |
| Mat gelagertem Offset Astellunge kann et u komplexe Laufprofiler upassen | |
| Spullend Ausgangspositioun Auswiel Funktioun | Flexibel Astellung vun der Wicklungsausgangspositioun |
◐ Spullmaschinn Simulatiounssystem Interface